








螺柱焊机选型
螺柱焊机选型表
为方便用户进行螺柱焊机选型,我们根据螺柱直径进行分析讨论
一、需要焊接的螺柱直径在10mm(包含)以内:
表一
| 序号 | 工件板厚 | 螺钉直径 | 材质 | 牢度要求 | 溶深 | 焊机种类 |
| 1 | ≤2mm | <10mm | 碳钢 不锈钢 铝 铜 | 低 | 浅 | 电容放电 |
| 2 | ≤2mm | <10mm | 碳钢 不锈钢 铝 铜 | 高 | 浅 | 短周期电弧 |
| 3 | >2mm | <10mm | 碳钢 不锈钢 铝 铜 | 高 | 深 | 长周期电弧 |
序号1:此例为薄板上焊接小直径螺柱,要求焊接母材的厚度不能低于螺柱直径的1/10,且≥0.5mm;该焊接工艺,焊接后母材变形小,熔深浅,焊接强度相对不高(根据螺柱直径具体划分,例如M6的螺柱,斯达特品牌电容放电螺柱焊机能够达到最大扭力为15kN左右);备注:电容放电螺柱焊机需选用电容专用焊钉,即端面有引弧点的焊钉。
适用行业:电气柜、厨柜、保险箱柜、电梯等行业等。
序号2:此例为薄板上焊接小直径螺柱,要求焊接母材的厚度不能低于螺柱直径的1/8,且≥0.6mm;该焊接工艺,焊接后母材变形小,熔深稍浅但比电容放电螺柱焊机深,焊接强度较高(根据螺柱直径具体划分,例如M6的螺柱,斯达特品牌短周期电弧螺柱焊机能够达到扭力为30kN左右);
备注:短周期电弧螺柱焊钉端面通常分弧面、伸缩头、完整头、法兰头等几种,其保护方式通常分:“无保护”、“气体保护”、“瓷环保护”等。
适用行业:汽车制造、高压配电柜、机械钣金等行业。
序号3:此例为厚板上焊接小直径螺柱,要求母材厚度大于2mm;该焊接工艺,熔深较深,通常为1-3mm,焊接强度较高(扭力值大于电容放电螺柱焊机);
备注:有专门应用于长周期电弧螺柱焊机的焊钉,该焊钉可带通螺纹、半螺纹或者无螺纹,通常该焊钉有引弧点。
适用行业:机械加工、锅炉水冷壁上的水冷钉焊接等。
其他:1、当选用电弧焊机焊接直径小于10mm焊钉时可选用无保护、气体保护、瓷环保护等;
2、电容焊机最大焊接直径10mm;
3、电容焊接要求表层没有水、油、锈等;
4、目前电弧螺柱焊接的最大直径为32mm。
二、需要焊接的螺柱直径在10mm以上:
表二
| 序号 | 螺钉直径 | 材质 | 螺柱类别 | 强度要求 | 熔深 | 焊机种类 |
| 1 | 10-18mm | 碳钢 不锈钢 | 直钉/大头钉 | 高 | 深 | 电弧螺柱焊 |
| 2 | 13-22mm | 碳钢 不锈钢 | 直钉/大头钉 | 高 | 深 | 电弧螺柱焊 |
| 3 | 16-28mm | 碳钢 不锈钢 | 直钉/大头钉 | 高 | 深 | 电弧螺柱焊 |
| 4 | 10-36mm | 碳钢 不锈钢 | 螺纹钢 | 高 | 深 | 埋弧螺柱焊 |
M10以上的螺柱焊接,推荐选用电弧螺柱焊机,埋弧螺柱焊亦属于电弧螺柱焊中的一种。
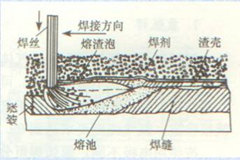
其中:通常情况下,序号1-3中的螺柱焊接,需采用瓷环作为保护工具;而序号4,由于螺纹钢本身形状不规则,用传统瓷环保护的方式不合适,故采用焊剂作为保护材料。
电弧螺柱焊机通常分为两种:
1、可控硅电弧螺柱焊机具备性能稳定、维护简单、使用寿命长久、抗恶劣环境能力强、能适应更大范围的电网波动等一系列优点;但同时它也具有体积大,质量重等缺点,故而很适合运用于钢结构工厂或者集中性质的螺柱焊接加工点等场合。
斯达特定义可控硅螺柱焊机的型号为RSN/RST/RSM系列,如:RSN-2500-5,RST-2500-3,RSM-3150-2等。
2、逆变电弧螺柱焊机具备体积小,重量轻,较为节能,移动方便,控制精巧等一系列优点;但该设备过于依赖大量的电子元器件,受限于相关供应商的供货质量影响,同时,相对复杂的内部结构,对售后技术人员也有相应的要求。逆变电弧螺柱焊机通常适用于钢结构项目上的螺柱焊接。
斯达特定义逆变螺柱焊机的型号为RSN7系列,如:RSN7-1600、RSN7-2500、RSN7-3150。
相关推荐

 商务微信
商务微信 微信公众号
微信公众号