- HOME|
-
PRODUCT|

Arc series
Capacitor series
Automation
Quality accessories
Consumables -
CASES|

SUCCESSFUL CASES
-
SUPPORT|
TECHNICAL SUPPORT
- COMPANY PROFILE|
-
CONTACT US
No. 366, chechengdong 6th Road, Longquanyi District, Chengdu (Juli industrial port)


Submerged-arc Stud Welding Machine and Application
Submerged-arc Stud Welding Machine and Application
(Chengdu Stud Welding Research Institute Chengdu 61000)
Summary: This article is a mainly introduction for the performance, feature and application of Submerged-arc Stud Welder. The reinforcing bar’s diameter reaches Φ32mm already which can be used in Submerged-arc Stud Welder RSM-3150-2.
The model RSM-2500-2 which developed by Chengdu Stud Welding Research Institute was applied in Stud welding for Φ20mm reinforcing bar embedded parts of The National Stadium(The Bird’s Nest). The welding seam appearance and mechanical properties was comply with the related standard perfectly, and the inspection of macro-metallographic and metallographic structure was done.
Keywords: Submerged-arc Stud Welder Stud welding Stud welding for embedded parts
The Stud welding for embedded parts existed widely in Large profile steel-concrete structure building, Stadium, Exhibition and Bridge construction. The types of Stud welding for embedded parts are lots of Reinforcing bar to plate, Plate to plate, Reinforcing bar to Reinforcing bar. So it is meaningful the research of development for the welder special for reinforcing bar-Submerged-arc Stud Welder and investigation of the welding properties. This will meet the request of welding for embedded parts and improve the welding quality better.
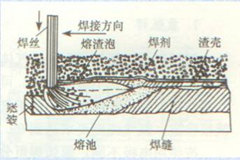
1. The structure&feature of Submerged-arc Stud Welder
1. 1 The formation&application of Submerged-arc Stud Welder
Submerged-arc Stud Welder is formed of welding power, controller, welding cable, earth clamp and welding gun. The main performance as table 1. The welding power is DC controlled by thyristor. The welding current is continuously adjustable.
Table 1 The main performance of Submerged-arc Stud Welder
| Model |
Rated welding current A |
Load voltage V |
Duty cycle % |
Welding time S |
Welding reinforcing bar diameter mm |
| RSM-2500-2 | 2500 | ≥600A Hour ≡44 |
≤15 | 0~8 | 10~22 |
| RSM-3150-2 | 3150 | 0~8 | 16~32 |
The output current changes ±4% when the power supply voltage fluctuation is +10%~-15%. The combination of welding power and controller called host. There are two types of welding gun: Hand-held and floor type. The hand-held welding gun is used for the welding of reinforcing bar diameter ≤Φ20mm; The floor type welding gun is used for the welding of reinforcing bar diameter >Φ20mm, and the dead weight is 4.34KGS, it could be over 6KGS if plus the weight of inner anchor plate.
Submerged-arc Stud Welder weld according to the preset procedure automatically. After adjusting the lifting height, clamping reinforcing bar and loading the welding flux, put the start switch-arc generating-lifting-Ignite the main ARC-welding time-insert reinforcing bar to weld pool-arc breaking-welding finished.
Use RSM-2500-2, RSM-3150-2 weld Φ20mm, Φ32mm reinforcing bar testing part respectively as Photo 1.
Submerged-arc Stud Welding is the combination of Submerged-arc welding and electric-arc welding actually, a derivation series of Arc stud welder. Its structure, welding procedure and clamping method of reinforcing bar(stud) are extraordinarily similar with Arc stud welder.

a)Φ20mmReinforcing bar b) Φ32mm Reinforcing bar
Reinforcing bar testing part for Submerged-arc welding
(Reinforcing bar:HRB400 steel plate:12mm Q345B)
Submerged-arc Stud Welder is applied for welding large diameter(≥Φ20mm) deformed steel bar. The effect of ferrule protection is not good because of the rough appearance of the reinforcing bar. We found copious air hole in the welding seam through the metallographic of reinforcing bar welding testing part which welded by ferrule protection, this reduce the stability of the mechanical properties of the welded joint undoubtedly. However, there is rarely existed air hole, slag inclusion, flaw in the welding seam when the joint welded by submerged-arc stud welding. This indicates the best method of reinforcing weld is submerged-arc welding.
1.2 Feature of Submerged-arc stud welding
a) Effective protection to weld pool and seam
The welding for embedded parts is large diameter reinforcing bar mostly like Φ32mm. The key of high quality weld seam is how to protect the such big weld pool. Thanks to Submerged-arc weld flux, the molten slag firm cover the appearance of molten drop and pool to isolate the liquid metal from air, prevent the alloying element from oxidization, nitrogenation, vaporization and burning loss to make the welding process stable.
Besides, the method of Submerged-arc welding can stabilize the electric arc, avoid splash and arc light radiation, improve the working condition and raise working comfortability.
b) Enough Metallurgical reaction
Series of Physical - chemical reaction between metallic solution and welding slag not only can remove the injurious impurity from welding seam(such as deoxidization, desulfurization, dephosphorization, dehydrogenation to avoid air hole in the welding seam), but also can make the welding seam metal alloyage, improve the performance of the welding seam.
c) Deep fusion penetration, high strength welding seam
The welding current of Submerged-arc welding is large(1000-3150A) with strong penetrating capacity and short welding time(only few seconds), so deep fusion penetration and small heat-affected zone can be acquired to improve the mechanical properties of the welded joint.
d) Insert the reinforcing bar to weld pool
To get high strength welded joint, take pressure on the reinforcing bar to insert it to the weld pool.
e) High embossed weld seam
The distinguishing feature of the appearance of testing part which welded by Submerged-arc stud welding machine is High embossed and bright weld seam with the height over 6mm showed in table2. For Φ32mm reinforcing bar, the height of weld seam is over 8mm. This raise the mechanical properties of the welded joint undoubtedly.
In a word, submerged-arc stud welding is a new method with the features of “submerged-arc”, “pressure”, “high strength” and “speedy”. The weld seam’s mechanical properties can reach or over the mother board. It can replace the manual electric arc welding and piercing plug weld when welding embedded parts of reinforcing bar. The salient features of submerged-arc are high welding speed and high strength weld seam compare with Alternating pressure submerged-arc welding.
1. Engineer testing of Submerged-arc welding for reinforcing bar
2.1 Requirements of embedded parts
The National Stadium(The Bird’s Nest) need to weld “Column foot pole and support scaffolding” embedded parts. The welding structure are two kinds, as a) and b) in table 2, the request of anchor bar and anchor slab as following:
anchor bar:Φ20mm,HRB400inner anchor slab:20×80×80mm,Q345B
outer anchor slab:30×500×500mm,30×540×860mm,Q345B

Table 2 The embedded parts structure of reinforcing bar submerged-arc welding
As the table 2a), the anchor bar is welded on the inner anchor slab firstly, then the other end of the anchor bar is welded on outer anchor slab: 30x500x500mm and 30x540x860mm respectively according to the defined distance.
As the table 2b), the anchor bar is welded on the outer anchor slab: 30x500x500mm according to the defined distance directly. All welding on the embedded parts should be done under the flux layer. The mechanical properties of weld seam should not be lower than the mother board. The gradient of anchor bar should be less than 1°after welding. The quality evaluation and testing report issued by related authority are necessary before welding. The inspection and acceptance of the welding spot should be done after welding.
2.2 Engineer testing of Submerged-arc welding for reinforcing bar
Chengdu Stud Welding research institute does the Engineer testing by Submerged-arc stud welding machine. The testing results as Table 3. The testing condition as following:
Stud welder model: RSM-2500-2 Reinforcing bar: Φ20mm,HRB400
Steel plate: 12mm, Q345B Welding flux: HJ431
Table 2 Engineer testing of Submerged-arc welding for reinforcing bar
| Welding current |
Welding time | Lift height mm |
Reinforcing bar length mm | Weld seam shape | ||||
| Before welding | After welding | Melting quantity | Heightmm | Diameter mm |
Envelope circumstance | |||
| 3.5 | 5 | 3 | 321 | 316 | 5 | 7.5 | 27 | 360° |
| 3.5 | 5 | 4 | 337 | 331 | 6 | 10.5 | 29 | 360° |
| 3.5 | 5 | 4 | 331 | 324 | 7 | 7 | 27 | 360° |
| 3.5 | 5 | 3 | 310 | 303 | 7 | 6 | 28 | 360° |
| 3.5 | 5 | 4 | 235 | 228 | 7 | 7 | 27 | 360° |
| 3.5 | 5 | 4 | 278 | 271 | 7 | 6 | 27 | 360° |
| 3.5 | 5 | 4 | 326 | 319 | 7 | 9 | 27 | 360° |
| 3.5 | 5 | 4 | 246 | 238 | 8 | 8 | 27 | 360° |
We can generalize some views from the testing data from Table 2:
a) For reinforcing bar Φ20mm, the weld seam of testing part reached 360°continuously all according the above-mentioned technological parameter. Other welding method can not accomplish this result almost. Of course, the melting length of the reinforcing bar must be longer if we want to get higher and wider weld seam.
b) There is random error of the adjustment and measure for the lift height under the condition of certain welding current and time, however, this is no big effect to the weld seam shape. This indicates that the submerged-arc stud welding is stable, on the other hand, it is significance because the installation of reinforcing bar is manual, there would be some variance usually.
2.3 Quality inspection of submerged-arc stud welding
We send the testing parts which welded as the Table 2 technological parameter to Southwest Jiaotong University to do the quality inspection according to American standard ANSI/AWSD1.1-98. The inspection item contains the weld seam appearance and mechanical properties. The both side of the steel plates for 1#, 2# testing parts are welded by submerged-arc stud welding. Meanwhile, one side of the steel plate for 5# testing part is welded by submerged-arc stud welding, the other side is welded by electric arc stud welding. 1#, 2#, 5# are taken the tensile test, 3#, 4# are taken bending test.
Testing results: 1#, 2#, 3# ,4# are all approval as Table3. As for 5# testing part which welded by arc stud welding, the welding position is cracked and lots of air hole As Table 3.
Table 3 Quality inspection of submerged-arc stud welding
| NO | Nominal diametermm | Weld seam appearance check | Bending test 30° | Tensile test | |||||||
| Welding foot envelope circumstance | Crack and air hole | Other defect | Welding foot break | Welding foot crack | Actual diameter mm |
Cross sectional area mm² |
Breaking load kN | Tensile strengthMPa | Breaking position | ||
| 1 | 20 | 360°continuous | NO | NO | 19.7 | 304.8 | 160 | 525 | Reinforcing bar | ||
| 2 | 360° | NO | NO | 19.8 | 307.9 | 170 | 552 | Reinforcing bar | |||
| 3 | 360° | NO | NO | NO | NO | ||||||
| 4 | 360° | NO | NO | NO | NO | ||||||
| 5 | 360° | Air hole | NO | 19.9 | 311.0 | 125 | 402 | Weld seam | |||

a)Reinforcing bar breaking b)Weld seam breaking(by electric arc stud welding)
Table 3 The breaking position of testing part when tensile test
We can learn from the results of 5 testing parts:
a) Submerged-arc stud welding can totally meet the request of embedded parts reinforcing bar welding. The weld seam appearance and mechanical properties all reach the related standard.
b) The performance of submerged- arc stud welder: RSM-2500-2 is very stable so it can be applied in embedded parts reinforcing bar welding.
c) The mechanical properties of weld seam is lower than the mother board under electric arc stud welding for reinforcing bar Φ20mm.
2.4 Macro-metallographic and metallographic structure inspection of weld seam
Macro-metallographic and metallographic structure inspection for submerged-arc stud welding
a) Macro-metallographic inspection
There is no defect of air hole, slag and flaw.
b) Metallographic structure inspection
The Metallographic structure is basically identical with the photo of supplement after observation of the weld seam organization, reinforcing bar, steel plate mother board organization(banding ferrite+pearlite) and coarse grained region organization after welding.
Submerged-arc Stud Welder apply in embedded parts welding
After the procedure qualification of submerged-arc stud welding for Φ20mm reinforcing bar, we use RSM-2500-2 do the test welding to embedded parts as Photo 2 according to the welding technology in Table 2. The main problem of testing weld is: the extrusive metal does not bond with the appearance of reinforcing bar completely, groove and slag existed in some position as well. The reason could be as following after analysis:
Shortage welding power, small weld pool, fast cooling because of the little welding current and short welding time.
a) The reinforcing bar insert the weld pool too much because the much pressure, so the extrusive metal melt can not combine with the low temperature part of reinforcing bar which lead to the groove.
The solution is increasing the welding current or time or reducing the pressure when reinforcing bar inserting to the weld pool.
The other problem is arc blow which will generate the uneven weld seam. The solution is changing the location of earthing point or other method(1) to equalize the magnetic field of reinforcing welding site.
After above actions, there is obvious improvement of weld seam appearance: even all around, the fusion between weld seam metal and reinforcing bar face is better. “Metallurgical Engineering Quality Testing Center” do the test of Macro-metallographic and metallographic structure as addendum:
a) Macro-metallographic
There is no defect of air hole, slag and flaw as addendum photo 1. However, there is two incomplete fusion(3mm and 1.5mm respective) between reinforcing bar appearance and weld seam metal; A slag Φ0.3mm existed on the position incomplete fusion 1.5mm.
b) Metallographic structure
Zoom observation of metallographic structure of the heat-affected zone of weld seam, reinforcing bar side, steel plate side(Coarse grained region, fine grained region, incomplete annealed zone) as addendum photo 2,3,4,5,6. After analysis and evaluation by experts, the “T-type welding” of reinforcing bar which welded by submerged-arc stud welding method can meet the request of embedded parts welding.
3 Conclusion
Submerged-arc stud welding is a scientific and practical welding method which application is big diameter deformed bar(≥Φ20mm) welding, specialized suit for different diameter reinforcing bar “T-type welding”. The reinforcing bar’s diameter reaches Φ32mm already which can be used in Submerged-arc Stud Welder RSM-3150-2. The model RSM-2500-2 was applied in Stud welding for Φ20mm reinforcing bar embedded parts of The National Stadium(The Bird’s Nest). The welding seam appearance, mechanical properties and macro-metallographic was comply with the related standard perfectly and the request of metallographic structure of embedded parts. The weld seam quality is very good not only because total cross section welding, submerged-arc and the protection of melt pool and weld seam from weld flux, but also because the stable arc, high productivity and the good reproducibility thanks to the automatic welding process as per preset program. We believe that the successful development of Submerged-arc stud welder RSM-2500, 2150 and practical application start new prospect of reinforcing bar “T-type welding” in steel structure industry and welding of big diameter stud.
Addendum: Reinforcing bar“Submerged-arc stud welding” testing parts’ inspection and results
I. Macro-metallographic
1. Sampling, sample preparation
The sample is welding sampling by principal: test surface is cross section which perpendicular to the weld direction. The test surface would be grinding by cold process, fine-grinding and polishing by manual and eroded by nitric acid solution.
2. Macroscopic observation
Observation of eroded sample, there is two incomplete fusion(3mm and 1.5mm respective) between reinforcing bar appearance and weld seam metal; A slag Φ0.3mm existed on the position incomplete fusion 1.5mm. No defect between the weld seam and steel plate. As Photo 1.
II Metallographic structure
1. Sampling, sample preparation
Cut out a piece of metallography sample from the macroscopic sample which contains the heat-affected zone of weld seam, reinforcing bar side, steel plate side. After finish grinding, polishing on the test surface of metallography sample and eroding by nital.
2. Metallographic
1) weld seam area: The structure is proeutectoid ferrite separating out from crystal boundary of original austenitic lath, some pearlite separating out from ferrite. Granular bainite and acicular ferrite spread over Inner columnar crystal compositely, also there is parts of granular bainite and little side strips bainite spread over directionally. Most of Island phase and side strips bainite of granular bainite are exploded. As Photo 2.
As Photo3, it is fusion zone between weld seam and reinforcing bar side welding, weld seam area is in the lower left photo, coarse grained region heat-affected zone of reinforcing bar side is in the upper right photo.
As Photo5, weld seam area is in the lower left photo, coarse grained region heat-affected zone of steel plate side is in the upper right photo.
2) Heat-affected zone of reinforcing bar side
Coarse grained region: ferrite spreads over the border of big grain of original austenitic lath, some perlite spread out the edge of ferrite; Granular bainite and acicular ferrite spread over intracrystalline compositely, also some granular bainite and little side strips bainite spread out from crystal boundary to intracrystalline. Island phase and side strips bainite of granular bainite are exploded. As Photo 4.
Fine grained region: No radical change of structure, however, the crystal grain is obviously smaller than which is in coarse grained region . Compare to other steel for construction, this region structure’s crystal grain refinement degree is worse after reheating.
Incomplete annealed zone: ferrite, pearlite, little morphology organizations of directional granular bainite and side strips bainite are all exploded.
3) Heat-affected zone of reinforcing bar side
Coarse grained region: little eutectoid ferrite spread out the crystal boundary of prior austenite. Majority are granular bainite and side strips bainite which spread over intracrystalline directionally, also some granular bainite and acicular ferrite organizations which spread over compositely. Island phase of granular bainite are exploded.
Fine grained region: crystal grain refine obviously, the structure is combined with ferrite, pearlite, directional granular bainite. Island phase of granular bainite are exploded.
Incomplete annealed zone: Majority are ferrite and pearlite which spread over band shaped. There is still some residual morphology organizations of directional granular bainite. Island phase of granular bainite are all exploded.

Related recommendations